There are many types of silicone products in our daily lives, which offer a variety of solutions for modern industry and consumer demands. Among them, high-performance silicone material rubbers are particularly popular due to their exceptional versatility and properties.
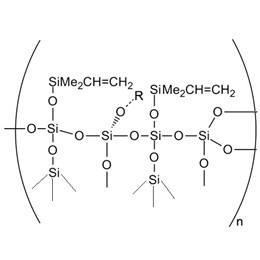
Liquid silicone rubber (LSR material) has excellent transparency, tear strength, resilience, yellowing resistance, thermal stability, water resistance, softness, air permeability, heat aging resistance, and weather resistance, while moderate viscosity, chemical resistance, good fluidity, easy operation, and high transparency of products, and has very good electrical properties, and it is a versatile material.
Materials including platinum cured silicone rubber and cure silicone rubber have gained a reputation for excellent transparency, tear strength, resilience, yellowing resistance, thermal stability, water resistance, softness, air permeability, heat aging resistance, and weather resistance. They also feature moderate viscosity, chemical resistance, good fluidity, easy operation, high dielectric properties, and consistent quality. These traits make them reliable choices for demanding environments.
Below, we explore the characteristics and uses of high performance silicone material, highlighting recent technologies and molding applications.
I will introduce the characteristics and uses of liquid silicone one by one
The latest application development of LSR
The injection molding process for these rubbers is increasingly preferred by the medical industry and manufacturers of consumer goods. This approach allows for room temperature to high temperature applications and is suitable for composite parts and complex molding. Recent technological improvements have enabled fully automated manufacturing, high yield, and rapid cycle times.
1. Liquid injection molding process
The liquid silicone rubber LSR injection molding method, which began in the 1970s, is gradually gaining popularity, and the method of liquid silicone rubber molding has been recognized, starting with the introduction of the commonly used LIMS method.
If we explain LIMS (Liquid Silicone Rubber Injection Molding) in one sentence, it is a method in which an addition-cured liquid silicone rubber is delivered in an injection molding machine container by a pump and cured in the model and precise control of shot size From the process flow of these two methods and the difference in curing reactions.

The advantages of LIMS are several:
(1) Labor-saving
The processes of material conveying, measuring, mixing, and injection are continuously automated, reducing power consumption.
(2) Increased productivity
Seek to shorten the molding cycle by rapid curing.
(3) Improve the product quality
No reaction by-products are generated, and no impurities are mixed in, demanding applications and tight tolerances.
(4) Suitable for composite molding
Due to the good flowability of the material, low molding pressure, resistance, and a broad range of curing temperatures, it is a highly concentrated rubber. It is possible to perform composite molding in addition to embedded molded parts.

2. Latest technology development of LIMS
The injection molding process for these rubbers is increasingly preferred by the medical industry and manufacturers of consumer goods. This approach allows for room temperature to high temperature applications and is suitable for composite parts and complex molding. Recent technological improvements have enabled fully automated manufacturing, high yield, and rapid cycle times.

(1) Injection Molding Process
The injection molding process for curing silicone rubber has evolved since the 1970s and is known for labor-saving automation, increased productivity, and improved product quality. During the process:
- Material conveying, metering, mixing, and injection are automated, reducing human error and power consumption.
- The rapid curing step shortens molding cycles, enabling high-volume manufacturing.
- No reaction by-products or impurities are created, ensuring purity, precision, and tight tolerances essential for high-performance parts.
In addition, the good flowability and broad curing temperature range of silicone materials make them suitable for composite molding, where the rubber is molded around or together with other parts, such as metals or plastics.
(2) Technology Development
Modern processes are moving towards:
- Fully automatic molding:
No flying edge or runner, which means reduced trimming and cost, plus less material waste. This process is highly valued for efficiency and environmental protection, with cycle times often under ten seconds for small products.
- Compound and binary molding:
Using platinum-cured silicone rubber or addition-cured systems, these allow molding parts that can withstand extreme temperatures and do not require secondary vulcanization. Binary molding lets the seal and skeleton integrate seamlessly—helpful for automotive and medical products.
(3) Technology Applications
Silicone rubber has excellent properties (plug resistance, weather resistance, electrical insulation, flame resistance, etc.). High-consistency rubber (HCR) has a higher viscosity and is better suited to high-strength molding and extrusion processes. Due to these liquid silicone rubber performance characteristics, it is possible to make environmentally friendly molding based on fully automated molding, and integral molding with metals and organic resins. In addition, the material itself is transparent with colorability, so its applications cover many fields, such as (medical devices, computers, cell phones, etc.) buttons, nipples for milk bottles, (copiers, mold design, surgical tools, printers, etc.) rubber rollers, drug delivery devices, various automobile parts such as pipe joint seals and oil seals(automotive industry), anode cap for television picture tubes, diving supplies, etc. If you use LSR materials, you can also make any kind of three-dimensional shape that cannot be done on a flat surface. (Candy mold mini cake decoration polymer clay craft resin, epoxy resin jewelry making) Custom liquid silicone gaskets and a variety of custom components.
3.No Glue Edge / No Runner Automatic Molding
A popular recent advancement is rimless and runner-free molding. This technique avoids creating unnecessary cured material and eliminates secondary processing, reducing waste and cost. To achieve rimless results, both the molding machine and the silicone material must be precise, with designs that prevent excessive flow while allowing air escape to avoid bubbles.
Compared with older materials, modern high-performance silicone material features a rapid cure curve—a short time from the start to the end of curing. By using the right parameters, the rubber flows well and sets exactly where needed, avoiding waste and ensuring consistent product quality.
XJY Silicones - Your Partner for Silicone Raw Materials
XJY Silicones, one of China's leading VMQ silicone resin/ VMQ silicone solution manufacturers, has 30+ years of R&D and manufacturing experience and 15+ related patents and technical assistance in the silicone industry. can also customize the silicone products according to the requirements of your LSR material.