In the modern textile research, development, production, and high-end application sectors, waterproofing and stain resistance are no longer merely functional requirements but directly reflect product quality, brand value, and economic benefits. From outdoor jackets, tents, and rain gear, to medical protective clothing, fashionable sportswear, and household items like curtains, sofas, car seat cushions, and industrial filter fabrics, the demand for water resistance and oil resistance is continuously increasing alongside consumer upgrades and expanding application scenarios. While traditional waterproofing agents once dominated the market, their limitations in durability, environmental friendliness, skin-friendliness, and ease of processing have made them increasingly unable to meet the high standards of many industries. How is silicone resin applied in waterproofing for silicone fabric?
As a new generation of high-performance polymer materials, silicone resins, with their unique molecular structure and excellent performance, have surpassed traditional waterproofing agents in every aspect. Silicone resins are fully customizable in large quantities, catering to diverse needs such as natural/synthetic fibers and specialty functional fibers. They contain adjustable hydrophobic/hydrophilic functional groups, which, when combined with crosslinking agents, can optimize different strengths, tactile properties, and process adaptability. Their low-VOC, halogen-free, fluorine-free, and biodegradable formulations comply with global environmental regulations for export markets.
In addition to advanced waterproofing, silicone fabric provides superior insulation properties that help reduce heat transfer, lower energy consumption, and contribute to overall energy efficiency in a wide range of applications.
There are six aspects to introducing silicone resin for waterproofing:
- What is the principle behind waterproof fabrics?
- What are the issues with traditional fabric waterproofing agents?
- What is the molecular structure of silicone resin?
- What are the applications of silicone-coated fabrics and silicone resin fabric waterproofing?
- What are the trends in silicone fabric waterproof finishing?
- How to improve waterproof products' performance?
1. What is the principle behind waterproof fabrics?
“Waterproof fabrics” refer to textiles that have undergone special finishing treatments to effectively block water penetration while maintaining good breathability. They are widely used in outdoor, medical, home textile, and industrial applications. Their functionality is achieved through two main methods: first, forming a hydrophobic film/layer on the fabric surface; second, using precision post-processing technology to impart special structures to the fibers, achieving multiple effects such as water repellency, water resistance, and even oil and stain resistance. Another common approach is the use of coated fabric, with silicone-coated fabric being a leading example due to its superior performance in waterproofing and durability.
2. What are the issues with traditional fabric waterproofing agents?
(1) Organic fluorine (fluorocarbon) waterproofing agents: These primarily consist of fully fluorinated or partially fluorinated groups (such as the PFOS and PFOA families), offering excellent waterproofing and oil-repellent properties. However, they pose significant risks such as being non-biodegradable, causing environmental pollution, and posing toxicological safety concerns. As a result, their use is now strictly restricted or even banned globally.
(2) Wax-based and paraffin fatty acid waterproofing agents: These utilize the hydrophobic properties of alkyl molecules, offering simple production processes and low costs, and are effective for initial waterproofing. However, they lose effectiveness when exposed to high temperatures, hot water, or repeated washing, and can also affect fabric texture, colorfastness, and breathability.
(3) Acrylic ester and polyurethane-based waterproofing agents: These primarily use acrylic ester homopolymers/copolymers or water-based polyurethane dispersions, offering some durability and hydrophobicity. However, their wash resistance, breathability, skin-friendly properties, and environmental friendliness are limited, and they struggle to provide oil-repellent effects.
With the strict restrictions on organic fluorinated compounds such as PFAS and the rising standards for green textiles, traditional waterproofing agents are rapidly exiting the market. The industry urgently needs efficient, environmentally friendly, non-toxic, and durable fluorine-free waterproofing materials to drive material upgrades across the entire industry.

XJY-F-8530/8560/8570 is solid powder silicone resin; this kind of silicone resin can provide good reinforcing, tackifying, adhesion, and waterproofing effects.
Through chemical reaction, the silicone resin and fiber form a three-dimensional net-like waterproof membrane under the action of a cross-linking agent.
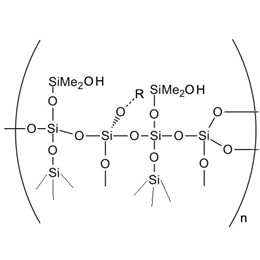
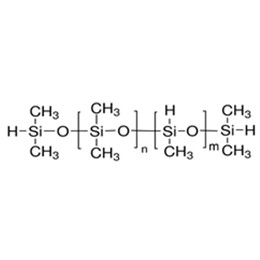
3. What is the molecular structure of silicone resin?
Silicone resins have a silicon-oxygen backbone (Si-O-Si) with methyl, vinyl, phenyl, and special functional groups as side chains. This polymer structure offers the following core advantages:
(1) Extremely high molecular hydrophobicity: The highly hydrophobic side chains (methyl, vinyl, etc.) cause the molecules to strongly repel water molecules on the fabric surface, forming a dense superhydrophobic layer. This is a leading advantage for silicone-coated fabrics and silicone fabric.
(2) High flexibility and adhesion: The silicon-oxygen chains are soft and uniformly distributed, enabling them to deeply penetrate and coat various natural and synthetic fibers (such as cotton, polyester, nylon, polypropylene, and polyethylene terephthalate), forming a strong bond with the fibers. This property enables performance in abrasion resistance and extends the service life and the extended life of the coated textile. Silicone rubber, known for its high heat, chemical, and abrasion resistance, is frequently used alongside silicone-coated fabrics in applications requiring superior durability and insulation.
Heat and UV resistance: The high-molecular-weight siloxane chains exhibit exceptional chemical and thermal stability, maintaining their waterproof functionality even in extreme outdoor or industrial environments exposed to high heat/high temperature and UV.
(3) Environmentally friendly and biodegradable: Free from PFAS, halogens, and heavy metals, the product is safe and non-toxic, compliant with environmental regulations such as RoHS, REACH, and OEKO-TEX. It is safer in direct contact for both light and weight fabrics.
4. What are the applications of silicone-coated fabrics and silicone resin fabric waterproofing?
(1)Outdoor sports and professional gear
Hiking jackets, ski suits, rain capes: Silicone nano-waterproofing agents effectively meet the stringent requirements for all-weather protection in mountain climbing, hiking, and extreme sports environments. Their excellent cold resistance, abrasion resistance, and softness ensure that functional fabrics remain dry and waterproof even in low-temperature, high-humidity conditions.
Tents, backpacks, shoe uppers, sleeping bags, etc.: For large-area yarn and composite material coated fabrics, they achieve high waterproofing without causing sweating—even after prolonged exposure to rain or contact with muddy water, tents and backpacks remain dry and leak-free inside, enhancing comfort and safety during outdoor activities. The low thickness of impregnated and manufactured silicone fabric allows for lightweight construction while maintaining functional water resistance.
(2)Medical and personal protective equipment
Disposable medical gowns, surgical gowns, isolation gowns: Global public health events like the COVID-19 pandemic have driven the evolution of medical protective clothing from “liquid-proof” to “virus particle penetration-proof, antibacterial, and antimicrobial.” Medical-grade silicone waterproofing agents precisely coat non-woven fibers, creating a superhydrophobic barrier while maintaining high breathability, low irritation, and skin-friendly properties, compliant with international medical standards like EN and GB. These products adhere to recognized industry standards such as ASTM, EN, and NFPA, ensuring reliability and safety. The silicone-coated fibers are also hydrolysis resistant and minimize wet surface irritation.
Adult/infant care pads, leak-proof nursing pads, and diaper outer layers: Silicone enhances the hydrophilic drainage capacity of fiber surfaces and prevents reverse penetration of urine and other fluids, while being non-toxic and odorless, making it the top choice for durable, high-end maternal and infant care products.
(3)Home textiles and interior decoration
Curtains, sofas, cushions, tablecloths: Silicone-coated or coated fabrics impart durability, water-repellent, stain-resistant, and easy-to-clean properties to home textile fabrics. Curtains remain dry in the rain, and coffee spills on sofas can be wiped clean instantly, significantly enhancing the consumer experience and extending the furniture length and extended lifespan.
Waterproof bedspreads and stain-resistant floor mats: These prevent water stains, urine stains, and beverage stains from penetrating, making them particularly suitable for scenarios involving infants, the elderly, and pets.

(4)Industrial and Transportation Applications
Industrial filter cloth, dust collection bags, and protective covers: Silicone surface protection enhances the waterproof and oil-resistant properties of filter cloth, reducing adhesion and blockages, and extending the service life. It is widely used in large-scale air filtration and environmental protection industries, and can also be found in silicone-coated fiberglass used for thermal and flame resistance. Silicone-coated fabric is also widely used for manufacturing conveyor belts, gaskets, and insulating components due to its heat resistance and versatility.
Car seats, carpets, and interior decoration fabrics: Silicone nano-coating prevents coffee, beverage, and other stains from penetrating, supports high temperature exposure and frequent washing scenarios, and significantly enhances the quality of high-end car interiors. Silicone-coated fiberglass in expansion joints, gaskets, and automotive components offers excellent performance, high resistance to flame, high heat, and abrasion, and extends the length of component service.
(5)Apparel and Fashion Industry
Waterproof treatment for casual pants/jeans: Lightweight and comfortable to wear, while combining urban fashion and outdoor functionality. Even for bright color schemes and delicate yarns, silicone finishing ensures the fabric retains its original appearance and skin-friendly properties, while being water-resistant and oil-resistant.
High-end uniforms/workwear/school uniforms: Enhances garment durability and resistance to washing; prevents everyday contamination from water splashes, food, and oil stains, facilitating daily management and cleaning.
5. What are the trends in silicone fabric waterproof finishing?
(1)Multi-functional integrated finishing
Building on waterproofing, silicone waterproof resins can incorporate additional functions such as oil/stain resistance, anti-static, UV protection, flame resistance, antibacterial properties, and easy stain removal through molecular structure design and copolymer modification. These are suitable for high-end apparel, specialty industries, medical applications, and other scenarios, aligning with the trend toward highly integrated fiber performance.

(2)Smart regulation and biodegradable green formulations
By utilizing molecular self-assembly and regulating the ratio of hydrophobic/hydrophilic groups, ultra-static contact angles, reversible water absorption/release, and environmental responsiveness can be achieved. Additionally, low-VOC, halogen-free, and biodegradable green sustainable formulations are promoted to fully comply with global environmental regulations and brand ESG requirements.
(3)Nanotechnology and Superhydrophobic Effects
Combining nano-sized silicone resin dispersions with surface micro-nano structure treatments, we create lotus-leaf-like “superhydrophobic” fabric protective layers, achieving extremely low adhesion and strong self-cleaning capabilities. These are widely used in aerospace, food textiles, medical cleaning, and other markets. Silicone-coated fabrics are particularly resistant to UV, wet cycles, and environmental stress.
(4) Digital Empowerment and Smart Manufacturing
By integrating digital production monitoring, quality traceability, and intelligent coating processes, silicone waterproof finishing has become an indispensable advanced in the smart textile and functional apparel supply chain, further enhancing durability and extended life, and driving industrial upgrading and cost reduction for enterprises.

6. How to improve waterproof products' performance?
As the global textile industry transitions toward intelligence, multifunctionality, and green health, fabric waterproof finishing—a core component of product upgrades—is also undergoing a materials revolution. Silicone resins, with their unmatched advantages of superhydrophobicity, durability, safety, and environmental friendliness, have become the top choice for waterproof finishing in high-end textiles across various segments. Combined with silicone-coated and impregnated technology, their excellent performance in length, warp, weight, and thickness control enables more competitive, sustainable products. How to enhance product competitiveness?
XJY Silicone is one of China's leading manufacturers of silicone MQ resins and VMQ resins, with over 30 years of R&D and manufacturing experience in the silicone industry, holding more than 15 related patents and technical support. Our silicone raw material products meet the needs of the silicone fabric waterproofing field and provide diversified customized solutions for qualified industrial users.