Solar cells are the core components of solar photovoltaic power generation systems. Due to the physical and chemical defects of solar cells such as thinness, brittleness, and easy oxidation, long-term exposure to natural conditions such as high humidity, high temperature, low temperature, strong ultraviolet rays, ozone, microorganisms, wind and rain can easily cause permanent damage, and it is difficult to apply on a large scale. Therefore, in order to realize the industrial application of solar power generation, especially to achieve a service life of more than 20 years, it is required to carry out protective packaging to form a solar cell module with stable performance. Compared with other adhesives, silicone adhesives are widely used in the packaging and production of battery components due to their good weather resistance, withstand temperatures, sealing, electrical cable insulation, ultraviolet light resistance, the simple application process, excellent adhesion and high physical properties.
There are many products of silicone adhesive sealant with different properties. For the solar module industry electronic devices, the following aspects should be emphasized:
| 1) Processability: uniform viscosity, good extrusion rate, smooth and thixotropic, no bubbles and crusting; 2) Mechanical properties: medium hardness, small changes in elongation and tensile strength; 3) Adhesive strength: The adhesive strength with the backplane, aluminum alloy, junction box body, and bus bar should be high enough; 4) Yellowing resistance: The surface color of silica gel has little change after aging at high temperature and high humidity; 5) Moisture and heat resistance: The strength, hardness and electrical properties of the silica gel have little loss after moisture and heat aging; 6) UV light resistance: The performance changes little after long-term aging in the UV aging box. |   |
This article is structured as follows:
Application position and performance requirements
The application method of silicone adhesive
Common problems of silicone adhesive in solar module application
(1) Bulging occurs during assembly
(2) The change in the placement environment produces bulging
(3) The irregularity of the sizing surface produces bulging
(4) Bulging occurs during the glue replenishment process
XJY Silicones - First choice raw material supplier of silicone adhesives
Application position and performance requirements
The application of silicone adhesives in photovoltaic modules can be roughly divided into 3 categories: silicone bonding agent, silicone sealant and silicone potting. The bonding and sealing of solar cells with aluminum alloy frame after lamination, the bonding of junction box and backing material, the potting of the junction box, and the structural bonding of thin-film cell and metal back rail are four important parts of silicone adhesives in solar cells, see Figure 1.
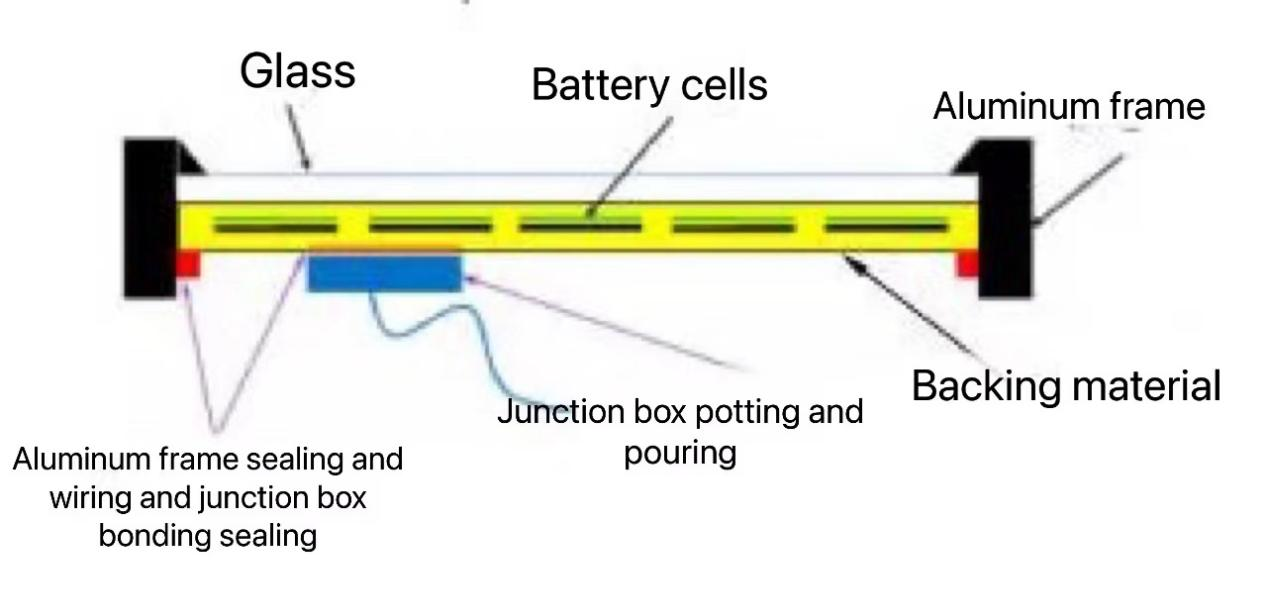
Figure 1 Adhesive dots for crystalline silicone cells
(1) Assembly of the laminate and aluminum frame, in addition to the requirement that the adhesive has good adhesion to the aluminum and laminate edge, the adhesive layer must also have sufficient mechanical strength and have a certain deformation and displacement capacity under the external load to prevent the rigid destruction of the solar panel assembly. In addition, solar panel assembly requirements for sealing are also very strict, in order to ensure that the adhesive itself after cured by curing agent evenly without bubbles but also to sealing cables to prevent the penetration of liquid and gas, plays a good barrier role.
(2) The junction box and the backing material are fixed, the main requirement of the adhesive to the backing material and junction box material have sufficient adhesion. Due to the need for weather resistance, long-term use can not fall off and should have a high tear strength.
(3) Junction box potting more than two-component silicone adhesive, the requirements in the potting process adhesive has good fluidity and debubbling, cured adhesive layer should have good electrical insulation, thermal conductivity and weather resistance.
(4) The bonding between the film cell and the metal rail is structural bonding (see Figure 2). The adhesive must be required to have good adhesion and aging resistance. If the contact width of both the metal guide and the battery plate is more than 3 cm, in order to ensure the deep curing effect, two-component is recommended; if it is less than 3 cm, one component can be used. Of course, the composite process can also be used, such as Dow Corning providing a solution is to use double-sided adhesive + structural adhesive.
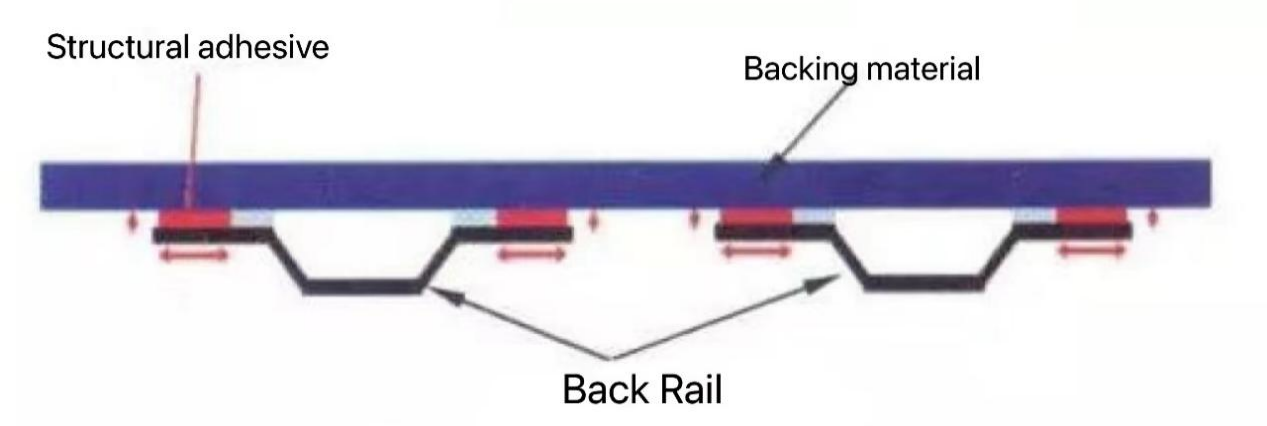
Figure 2 Adhesive dots for thin-film cells
The application method of silicone adhesive
The single-component organic silicone adhesive used on the assembly line is packaged in 310 ml round tubes or 55-gallon barrels. Before the assembly of the aluminum frame, glue shall be uniformly injected into the caulking slots of 4 aluminum materials in advance. Pneumatic glue injection is generally adopted, and the air pressure is 0.6 ~ 0.8 MPa. Before glue injection, handle the matched sharp nozzle, and make a sharp nozzle with the appropriate diameter according to the width of the aluminum caulking groove, unit glue consumption and operation habits. Conduct uniform glue injection under constant air pressure, and then supplement glue at the glue breaking point. See Fig. 3 for the common single component bucket silica gel pump equipment.
After the frame is assembled, handle the glue overflow at the four corners, install the solar cell laminate, and then conduct pneumatic glue injection and sealing around the frame. Check after standing for about 2h, and repair obvious defects caulking cracks.
The bonding between the junction box and the backing material mostly adopts manual glue injection. After glue injection on the contact surface between the junction box and the backing material, it is fixed at the specified position. The junction box can be filled by manual and automatic equipment. The improvement of two-component automatic glue injection equipment (see Figure 4) provides a guarantee for the improvement of production efficiency.

Fig. 3 Single component bucket silica gel pump
Fig. 4 Two-component automatic metering glue filling machine
Common problems of silicone adhesive in solar module application
1. Analysis of bubbles and bulging problems
The tightness of the one-component silicone sealants is one of the key indicators for the quality assurance of solar panels. There are many factors that affect the sealing performance of adhesives, among which air bubbles and bulging are common problems in the production process.
Improper processes usually cause air bubbles during the production and filling of silica gel. For example, the tubes and tail plugs are not tight during use, resulting in air bubbles, see Figure 5. If static mixing is used for production, the generation of air bubbles will be greatly reduced.
-
Cause of bulging
Bulging is usually the result of an improper sizing process.
(1) Bulging occurs during assembly
After thermal lamination, the solar panels are immediately assembled with the glued aluminum alloy frame, and then the frame sealant is carried out. Since it cannot be guaranteed that the amount of glue applied to the frame caulking is greater than (and needs to be evenly greater than) the gap between the laminate and the frame caulking, in the subsequent operation of the frame sealant, a small number of parts that do not meet the overflowing glue will appear. The gas is enclosed in the frame. Since the temperature of the laminate after heat treatment is much higher than the ambient temperature, the enclosed bubbles expand to generate bubbles. The air bubbles caused by this reason can be regulated from the assembly process, and the temperature of the laminate and frame can be equal to the ambient temperature after natural cooling or artificial cooling after heat treatment. In addition, the amount of glue can be increased to ensure that the glue is applied. Under uniform conditions, the amount of glue applied is greater than the required filling amount of the gap between the laminate and the frame, thereby preventing bulging.
(2) The change in the placement environment produces bulging
After completing the initial assembly and sealing of the solar panel, it needs to be left for several hours to fully cure. During this process, if it is moved from a higher temperature environment to a lower temperature environment at the initial stage of placement (for example, it is placed at the air outlet of the refrigeration and air conditioner after assembly in summer, etc.), the sealant will also bubble. When this happens, the industrial setting placement environment needs to be adjusted so that the glue application temperature is basically the same as the placement temperature.
(3) The irregularity of the sizing surface produces bulging
Because there are a certain proportion of irregular parts in components such as aluminum door frames, the bonding surface cannot reach a complete level, and there is a certain curvature. After uniform gluing, the bonding surfaces are in contact with each other, and the gas in some parts cannot be completely discharged after the average pressure is applied. , resulting in bulging. The bulging caused by this reason should be controlled by reducing or eliminating the proportion of irregular products; in addition, for the irregular bonding materials that have been used, the glue repair work should be done in special parts, and it should be continuously corrected during the assembly process.
(4) Bulging occurs during the glue replenishment process
Due to the unavoidable deviation in the artificial sizing process and other objective reasons, the glue breakage and glue deficiency points must be replenished in each process of sizing; Repair processing. During this process, air bubbles will also be generated due to improper adhesive repair process and incomplete interface contact between the old and new adhesive layers.
The bulging caused by this reason can be solved by standardizing the sizing process and minimizing the occurrence of glue breakage and lack of glue; for the situation where glue must be replenished, it should be replaced with a small-diameter glue injection nozzle, so that the post glue can be combined with the glue. Glued to form perfect interfacial contact. In summary, there are various reasons for the occurrence of bulging and air bubbles. By analyzing various reasons and strengthening the control of each link in the production process, the generation of air bubbles can be reduced and eliminated, thereby improving production efficiency.
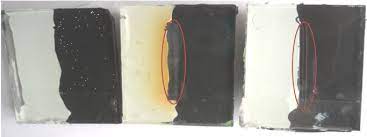
2. Yellowing during colloid storage
Colloidal yellowing is mainly caused by the amino groups contained in the amino thickener molecules. Under normal circumstances, the amino group is easily oxidized to a diazo structure by ultraviolet light or high temperature in the air. The double bond in this structure absorbs a certain wavelength of visible light, giving it a yellow color. Silicone yellowing can be minimized through formulation design. Products with better performance on the market have better resistance to yellowing. Although silicone gel is easy to yellow, it does not affect the strength and aging resistance of the product.
3. The colloid has not been fully cured for more than 24 hours
Silicone sealants are generally cured by absorbing moisture from the air. The curing speed is not only related to the formula but also related to the ambient temperature and humidity. The higher the temperature and humidity, the more favorable the colloid curing. In cold winters, especially in dry environments, the colloid cures slowly. To this end, in addition to changing the environment and choosing a product with better curing properties, two-component adhesives can also be considered.

XJY Silicones - First choice raw material supplier of silicone adhesives
| XJY Silicones, one of China's leading Silicone MQ resin and VMQ thermally conductive silicones manufacturers, has 30+ years of R&D and manufacturing experience and 15+ related patents and technical assistance in the silicone industry. XJY Silicones is delivering tailored adhesive solutions according to your adhesives requirements and elastomeric technology. |  |